
آموزش پرینت سه بعدی قطعات محکم
در این مقاله، چندین روش برای افزایش مقاومت قطعات پرینت شده سه بعدی، از جمله استفاده از مواد با کارایی بالا، ساخت بهینه و تراکم پر کردن را بررسی خواهیم کرد.
پرینت سه بعدی قطعات محکم
برخی از کاربردهای پرینت سه بعدی به قطعاتی نیاز دارند که بتوانند بارهای مکانیکی اعمال شده را پشتیبانی کنند.
بیشتر اینها “point designs” هستند، جایی که طراحی و ساخت قطعه برای دستیابی به نتایج مطلوب تولید و آزمایش شده است.
(برای قطعات حیاتی که خرابی ساختاری آنها می تواند باعث خسارت جانی یا صدمه به وسایل اطراف شود ، همیشه با یک مهندس حرفه ای دارای مجوز کار کنید تا از ایمن بودن طراحی و ساخت قطعه اطمینان حاصل کنید.)
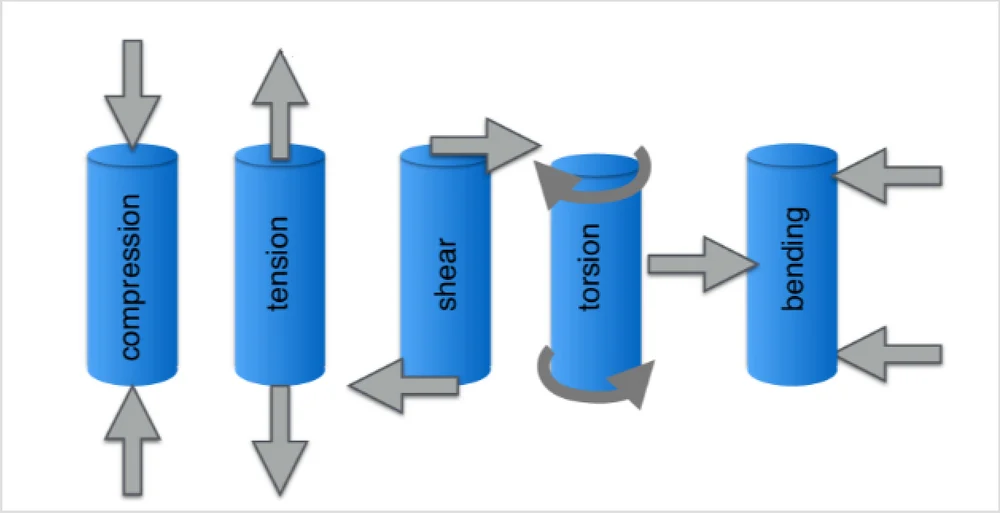
همانطور که در تصویر نشان داده شده است، بار های مختلفی وجود دارد که می تواند برای یک قطعه اعمال شود.
در حقیقت ، داشتن بیش از یک نوع بار معمول است.
ترکیبی از بارها برای اطمینان از درک تنش ها در تمام مکان های یک قطعه ، به تکنیک های پیچیده تحلیل تنش نیاز دارند.
انتخاب متریال و مواد
یکی از بارزترین کارها شروع با استفاده از موادی است که دارای خواص مکانیکی قوی هستند.
به دلیل درجه حرارت بالا، چاپ مواد با کارایی بالا ممکن است چالش برانگیز باشد.
اما خدمات چاپی وجود دارد که می توانند انتخاب فیلامنت را برای شما آسان کند.
برخی از مواد محکم که بیشتر مورد استفاده قرار می گیرند شامل ABS ، PETG ، ASA و نایلون هستند ، زیرا در چاپگرها قابل چاپ هستند.
اکثر نرم افزارهای برش تنظیمات از پیش تعیین شده ای برای این مواد دارند و همچنین می توانید پیشنهادات سازنده را بررسی کنید.
ساخت جهت مناسب
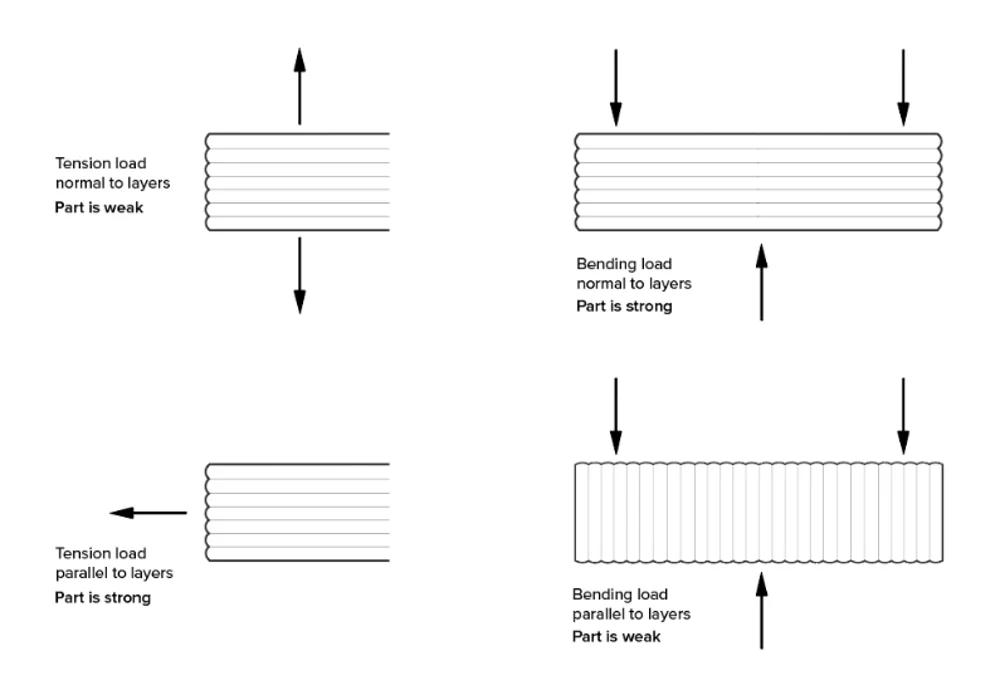
قطعات چاپ شده روی چاپگرهای FDM دارای خصوصیات مکانیکی هستند که بسیار جهت دار هستند
و در قسمت ساخت، مقاومت قطعه ضعیف ترین است.
به طور کلی، بهتر است قسمت را روی صفحه ساخت قرار دهید تا جهت کمترین تنش در امتداد جهت ساخت باشد.
محیط و پر کردن
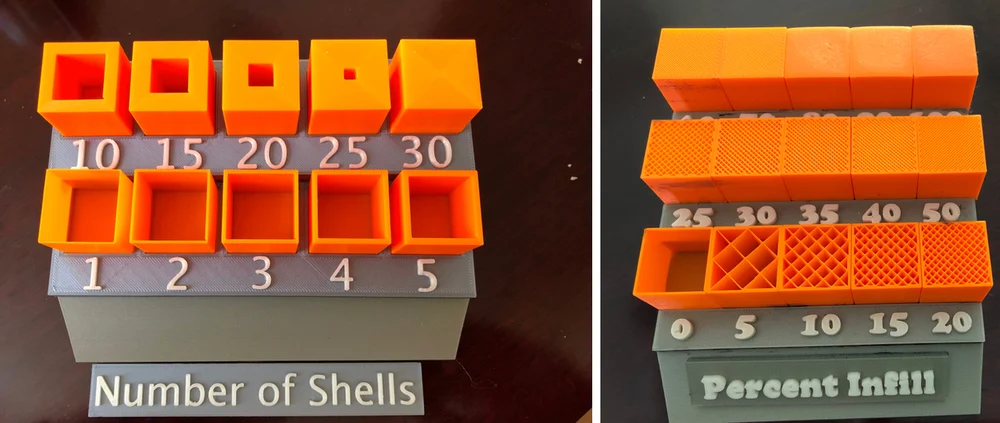
انتخاب یکی از الگوهای پر کردن موجود در دستگاه برش دهنده، به مورد استفاده بستگی دارد.
به طور کلی ، تراکم پر کننده بالاتر مقاومت بیشتری نسبت به تراکم پراکنده ایجاد می کند.
همین مسئله در مورد محیط های ضخیم تر نسبت به محیط های باریک تر نیز وجود دارد ،
اما تأثیر آن بستگی زیادی به حالت بار دارد.
بعلاوه ، اگر قرار است سطح یک قطعه چاپ شده سمباده زده شود یا از نظر شیمیایی صاف شود ، اطمینان حاصل کنید که به اندازه کافی محیط لازم را برای حذف مواد از سطح اضافه کنید.
کارهای پس از پردازش نهایی
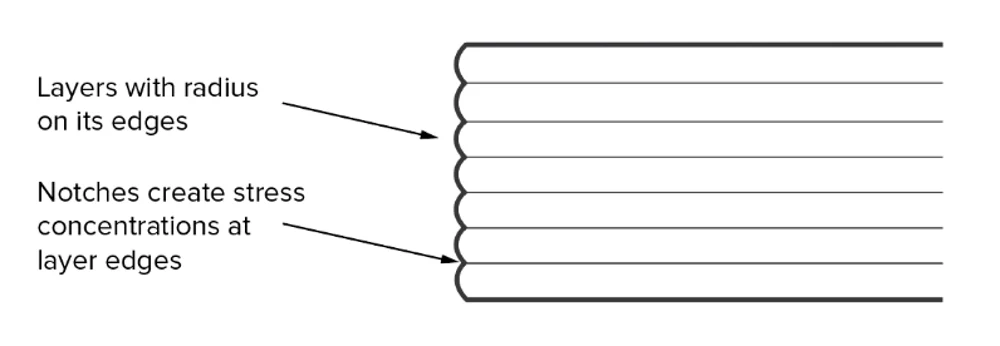
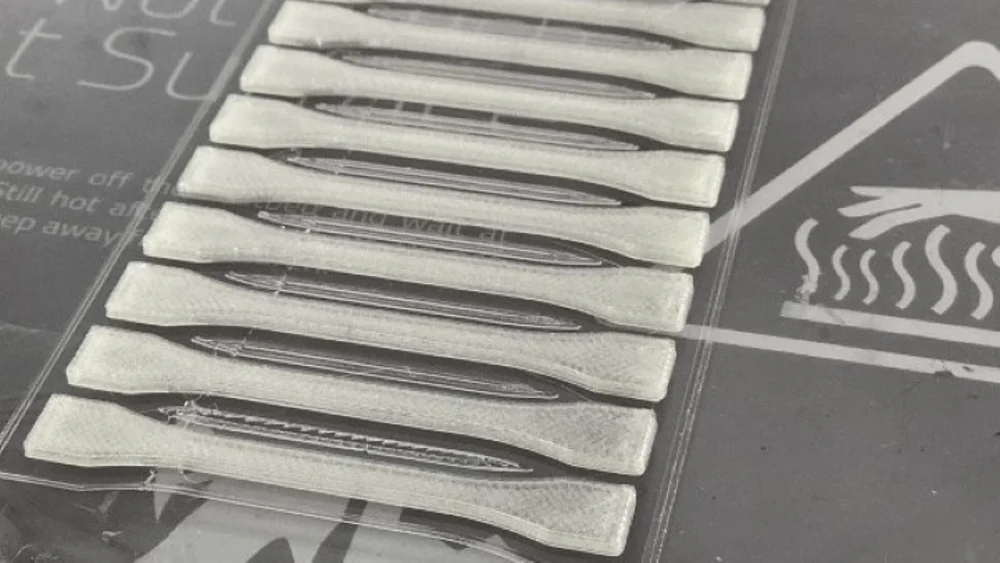
همانطور که در تصویر بالا نشان داده شده است ، سطوح چاپ شده به دلیل ذاتی بودن لایه های آنها دارای نقص در سطح است.
این نقص های سطح می تواند منجر به خرابی های اولیه شود ،
به خصوص اگر قطعه در معرض خستگی از الگوی بارگذاری چرخه ای باشد.
پس از پردازش مانند پر کردن ، سمباده زدن و صاف کردن مواد شیمیایی می تواند این سطوح را صاف کرده و عملکرد قطعات را بهبود بخشد.
بهبودهای سطح باید بخشی از روند طراحی نقطه برای قطعات سازه باشد.
پرینت سه بعدی قطعات محکم
Local Strengthening
در این بخش، چند روش برای تقویت محلی قطعاتی را مشاهده می کنیم که تنش مکانیکی را مشاهده می کنند و بخشی را به صورت محلی در منطقه با تنش بالا تقویت می کنند.
با ایجاد تغییرات فقط در ناحیه پرتنش ، طراحی قطعه نسبت مقاومت به وزن قطعه را به حداکثر می رساند ،
مصرف رشته را کاهش می دهد و زمان چاپ را به حداقل می رساند.
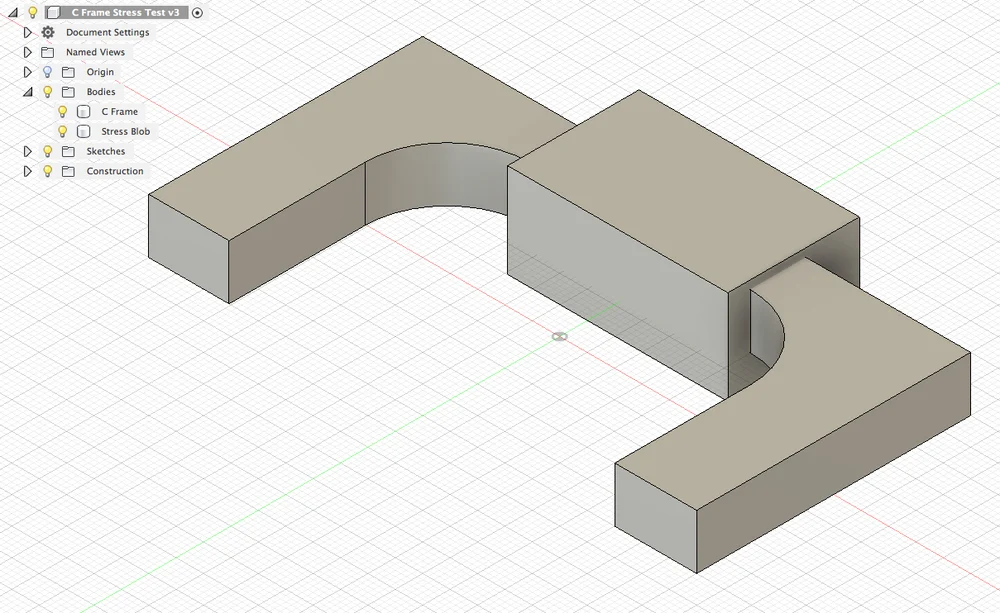
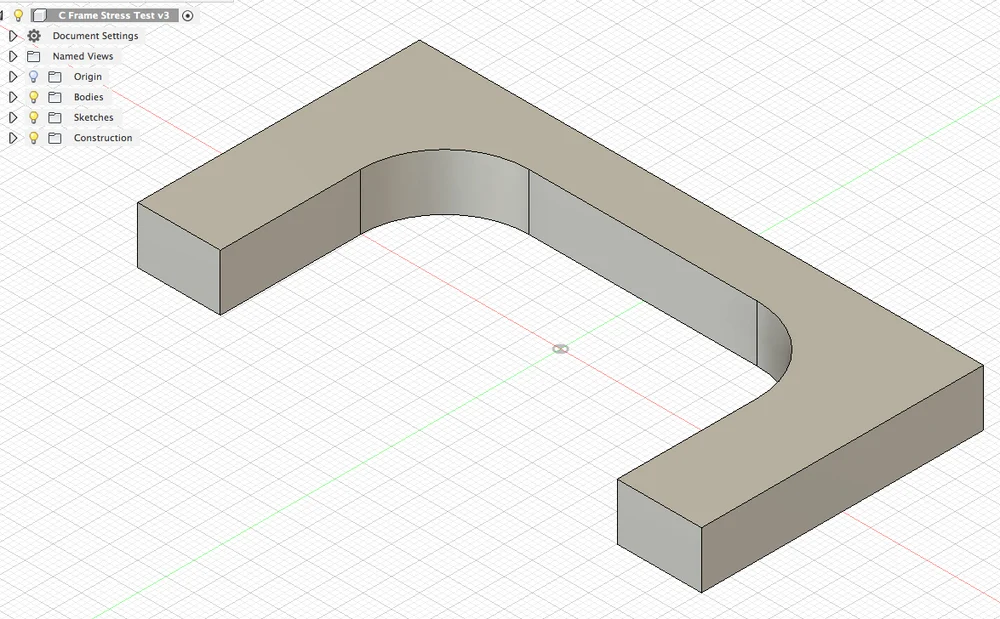
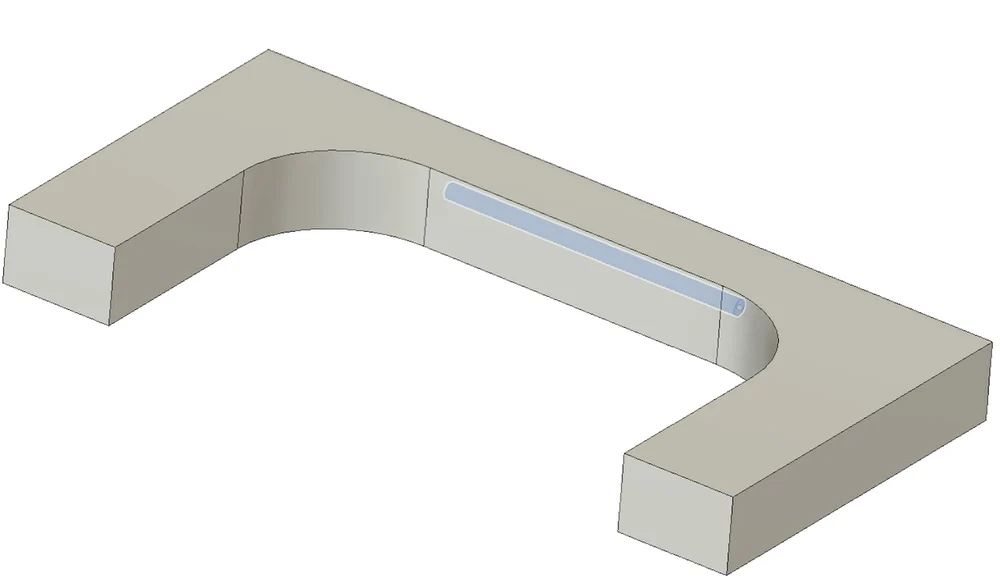
برای این تمرین ، ما از یک قسمت ساده قاب C استفاده خواهیم کرد.
این یکی ۵۰ ۱۰۰ ۱۰۰ ۱۰ ۱۰ میلی متر با شعاع گوشه ۱۵ میلی متر است.
این بخش در Fusion 360 طراحی و تحلیل شده است.
دستورالعمل های برش بر اساس PrusaSlicer ساخته شده اند ، اما برش های دیگر تنظیمات مشابهی را برای تغییر دارند.
مرحله ۱: تجزیه و تحلیل و آماده سازی
اولین قدم در تقویت بخشی ، انجام تجزیه و تحلیل ، شناسایی مناطقی است که باید تقویت شوند.
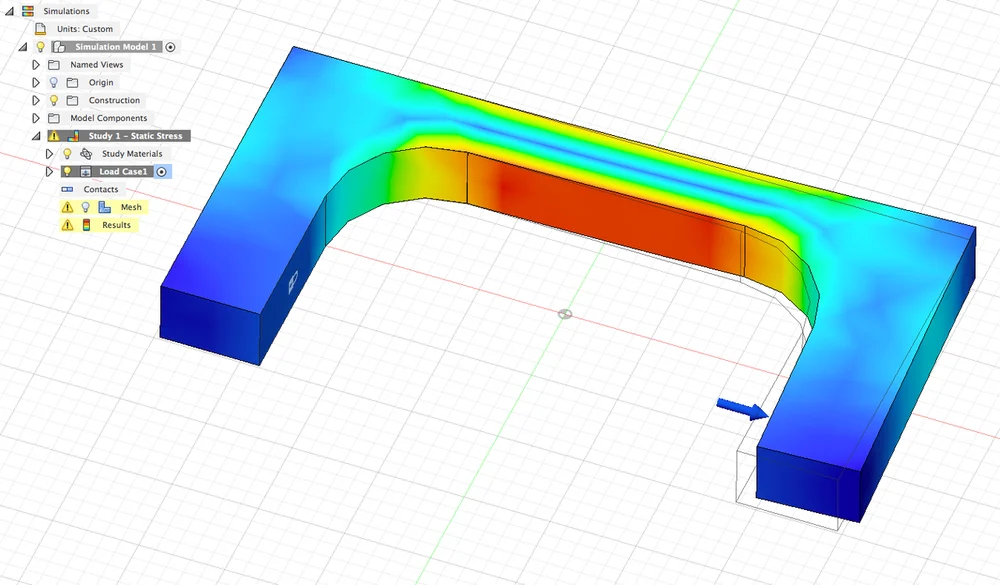
در اینجا ، قطعه مواد روی فولاد ۴۱۳۰ تنظیم شده است.
برای بارگیری ، یک محدودیت ثابت در سمت چپ قطعه اعمال شد و یک بار ۱۰۰۰ پوندی به سمت راست اضافه شد(همانطور که در بالا نشان داده شده است).
برجسته قرمز نشان دهنده منطقه ای از استرس بالا است.
برای تهیه قطعه برای تقویت موضعی ، یک جعبه در اطراف ناحیه پر فشار ایجاد کرده و آن را به عنوان بدنه جداگانه مدل کنید.
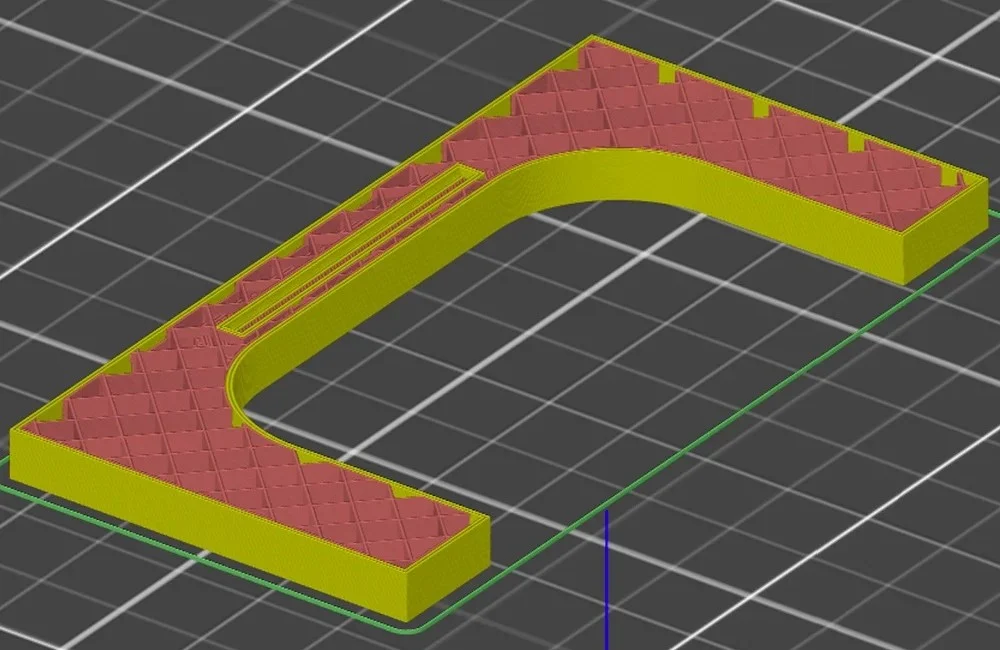
مرحله ۲: تراکم را پر کنید
تغییر چگالی پر کردن ساده است. این دستورالعمل ها فرآیند خاص PrusaSlicer برای پرینت سه بعدی قطعات محکم است:
-
قسمت قاب C را در دستگاه برش دهنده خود قرار دهید.
-
قسمت را انتخاب کنید ، روی آن کلیک راست کرده و به بخش “تنظیمات> وارد کردن اصلاح” بروید.
-
کادری را که ایجاد کرده اید دور منطقه پر تنش را انتخاب کنید.
-
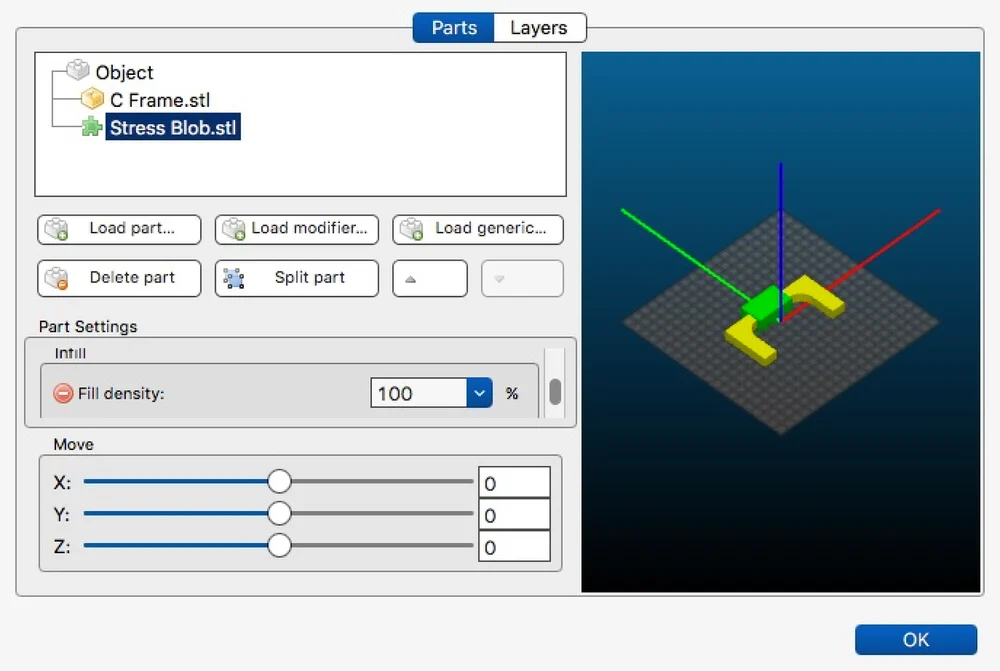
روی علامت مثبت سبز کلیک کنید تا کادر گفتگوی تراکم پر کردن باز شود.
-
تراکم پر کردن را برای ناحیه پر تنش روی ۱۰۰٪ تنظیم کنید.
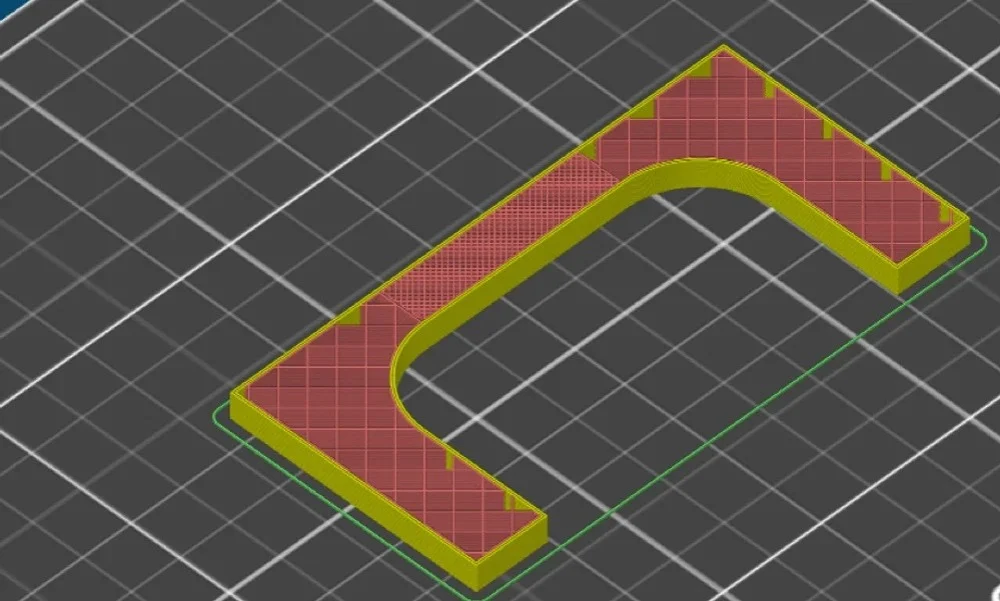
برای بررسی اینکه آیا موفق بوده اید ، عملیات “Slice Now” را انجام دهید.
به پنجره Preview بروید و میزان پر شدن ۱۰۰٪ در منطقه پر بار را یادداشت کنید.
مرحله ۳: Perimeters
تغییر محیط یک مدل نیز یک روند ساده است:
-
در PrusaSlicer ، روی قسمت C-Frame کلیک راست کنید.
-
به تنظیمات بروید.
-
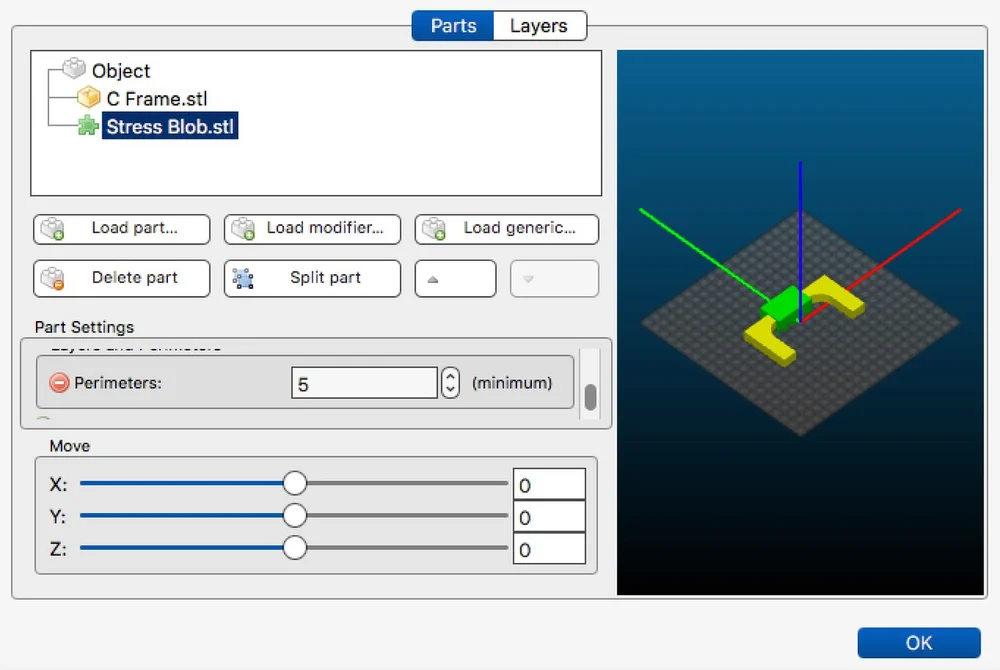
روی علامت مثبت سبز کلیک کنید تا کادر گفتگوی محیط ها باز شود.
-
تعداد محیط ها را به ضخامت مورد نظر خود افزایش دهید.
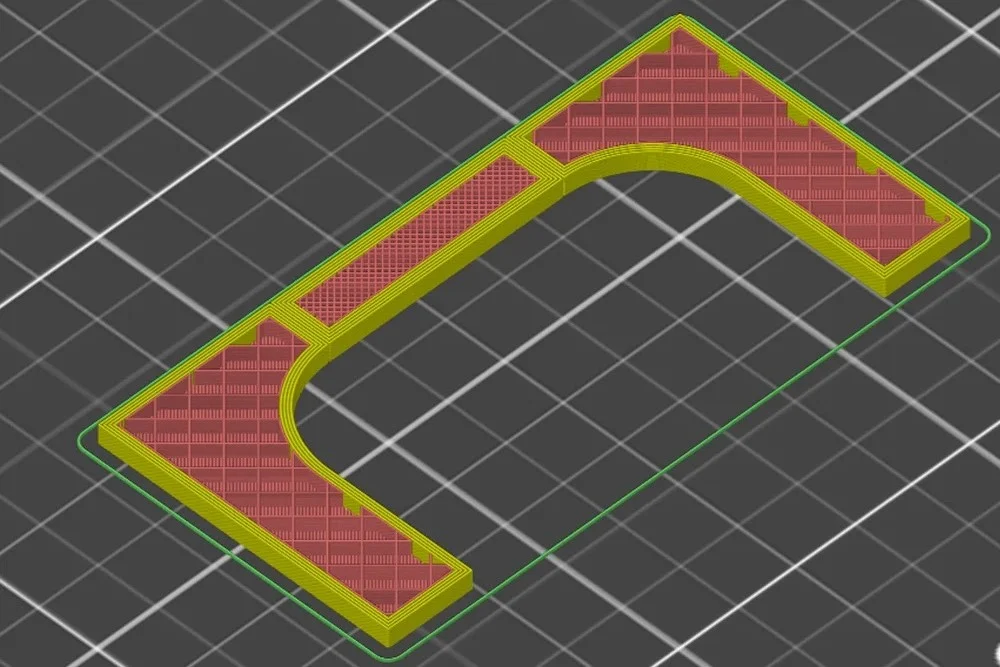
یک بار دیگر ، عملیات “Slice Now” را انجام دهید.
به پنجره Preview بروید و توجه داشته باشید که ۱۰۰٪ پر و محیط ضخیم تر در منطقه بسیار بارگیری شده باشد.
مرحله ۴: تقویت داخلی
همچنین می توان تقویت کننده های داخلی را اضافه کرد.
برای انجام این کار ، به مدل سه بعدی خود برگردید (در این مورد در Fusion 360) ، و یک سوراخ داخلی در ناحیه فشار بالا مدل کنید.
اگرچه ممکن است انجام این کار ضد تصور باشد ، اما وقتی قطعه را برش می دهید ، نرم افزار برشکاری سوراخ را بعنوان یک ویژگی قطعه در نظر می گیرد.
به همین ترتیب ، آن را با محیط چاپ می کند و یک میله داخلی در بدنه قطعه ایجاد می کند.
برای ایجاد “میله” تقویت کننده داخلی ، عملیات “Slice Now” را در PrusaSlicer با تنظیمات قبلی پر کردن و محیط انجام دهید.
به پنجره Preview بروید و توجه داشته باشید که پر شدن ۱۰۰٪ ، ضخامت محیط و میله داخلی در منطقه بسیار بارگیری شده است.
گام نهایی
پرینت سه بعدی قطعات محکم

ترکیبی از چگالی پرشدگی موضعی ، محیط های بیشتر و میله های داخلی در مناطق با تنش بالا ، قدرت و کاربرد قطعه را افزایش می دهد.
این می تواند بخشی را که از نظر ساختاری مقاوم است را ارائه دهد، در حالی که مصرف رشته و زمان چاپ را به حداقل می رساند.
کاربرد هوشمندانه همه روش هایی که می توانید مقاومت یک قطعه را افزایش دهید باعث چاپ هایی می شود که برای کاربردهای مورد نظر مناسب هستند.
پرینت سه بعدی قطعات محکم
پرینت سه بعدی قطعات محکم