نکات تعمیر و نگهداری پرینتر سه بعدی(بخش اول)
نگهداری مناسب پرینتر سه بعدی برای ادامه کار و داشتن عملکرد مناسب پرینتر ضروری است. در این مقاله به شما آموزش داده می شود چه نکاتی را برای تعمیر و نگهداری پرینتر سه بعدی باید انجام دهید؟
برای تعمیر و نگهداری پرینتر سه بعدی چه کارهایی انجام دهیم؟

تمام تجهیزات تولیدی به تعمیر و نگهداری احتیاج دارند، پرینترهای سه بعدی رومیزی کوچک نیز به تعمیر و نگهداری نیاز دارند.
تولیدکنندگان معمولاً یک لیست از اقدامات نگهداری پیشگیرانه ارائه می دهند، اما متأسفانه، مردم تمایل دارند که تعویض و نگهداری پیشگیرانه را به طور کامل به تعویق بیندازند.
با این حال ، داشتن یک برنامه منظم از نگهداری روزمره یک سری مزایای مهم دارد.
وقت و تلاش صرف شده برای کارهای تعمیر و نگهداری می تواند ساعت ها در عیب یابی و حتی روزها و هفته ها در انتظار تحویل قطعات یدکی صرفه جویی کند.
از همه مهمتر ، تعمیر و نگهداری منظم یک فاکتور مهم ایمنی، به ویژه هنگام کار با پرینترهای سه بعدی دسک تاپ است.
در این مقاله، نمای کلی از اقدامات مختلفی را که برای خوب نگه داشتن پرینترهای FDM 3D لازم است، به شما ارائه می دهیم تا از چاپ های قابل اطمینان و با کیفیت اطمینان حاصل کنید.
داشتن ابزار مناسب

قبل از شروع برای انجام اقدامات تعمیر و نگهداری پرینتر سه بعدی، ایده خوبی است که یک جعبه ابزار خوب در دست داشته باشید. یک کیت اساسی باید شامل موارد زیر باشد:
- پیچ گوشتی ، آچار آلن و انبردست
- برس سیمی (اختیاری اما توصیه شده)
- گریس یا روان کننده برای محورها و راهنماها
- مواد تمیز کردن ، مانند پارچه و IPA
- یک برس کوچک برای گردگیری تجهیزات الکترونیکی
در ادامه اقدامات لازم برای تعمیر و نگهداری پیش گیرانه به طور کامل شرح داده می شود و در مقاله بعدی تعمیر و نگهداری برنامه ریزی شده بیان می شود.
تعمیر و نگهداری پیش گیرانه برای پرینتر سه بعدی
تعمیر و نگهداری پیشگیرانه به وظایفی که به طور معمول انجام می شوند اشاره می کند که باعث می شود دستگاه روان کار نکند و احتمال خرابی های غیرمنتظره کاهش یابد.
همچنین چرخه های عمر اجزای سازنده را کاهش می دهد و هزینه های مربوط به تعویض نهایی این قطعات و زمان خرابی مورد نیاز برای انجام این کار را کاهش می دهد.
دفعات بررسی های تعمیر و نگهداری پیشگیرانه به دفعات استفاده بستگی دارد: هرچه دستگاه بیشتر استفاده شود ، بیشتر اوقات باید کارهای پیشگیرانه انجام شود.
-
تمیز کردن و بازرسی نور

در ابتدا ، مدتی را به بررسی دستگاه و اجزای اصلی آن اختصاص دهید.
برای ارزیابی دقیق هرگونه آسیب و مشکلات احتمالی ، برخی از تمیز کردن ها مفید است.
در حال حاضر ، یک گرد و غبار ساده باید کافی باشد.
تمام کابلها و اتصالات برقی باید از نظر خرابی و اینکه آیا آنها به هم وصل شده اند بررسی شوند.
به اتصالات گرم و بستر گرم شونده توجه ویژه ای داشته باشید، زیرا اینها جریان بالاتری را اشغال می کنند، بنابراین خطر احتمالی آتش سوزی را به همراه دارد.
اجزای مکانیکی نیز باید از نظر سایش بررسی شوند. پیچ ها باید در صورت لزوم دوباره محکم شوند ،
به خصوص آنهایی که به قطعات پلاستیکی متصل شده اند و در طول زمان مستعد لق شدن هستند. تمام پیچ های قرقره تسمه را بررسی کرده و در صورت لزوم محکم کنید.
برای پرینترهای سه بعدی با شکاف V ، مانند بیشتر پرینترهای خلاقیت، حتماً رول را برای حرکت کردن بررسی کنید.
در صورت نیاز ، پیچ تنظیم را ببندید تا غلطک ها در جای خود قفل شوند.
انجام ندادن این وظیفه می تواند منجر به موارد زیر شود:
- تجمع گرد و غبار و اختلال در حرکت
- سو عملکرد الکترونیکی به دلیل آسیب دیدن کابل ها و اتصالات
- لرزش و زنگ زدن
بررسی محورها و راهنما

راهنماهای خطی حرکت روان و دقیق را در امتداد محورها تضمین می کنند.
اگر به درستی نگهداری شوند، می توانند کیفیت چاپ کلی را بهبود ببخشند، زیرا FDM وابستگی زیادی به حرکت خطی کنترل شده دارد.
همچنین مزایای ایمنی در برابر آتش سوزی نیز وجود دارد.
اصطکاک مکانیکی و اختلال در حرکت به گشتاور بیشتری از موتورهای پله ای نیاز دارد که اغلب منجر به گرم شدن بیش از حد می شود.
هم میله های خطی دارای یاتاقان های توپی و هم ریل های خطی دارای سرسره های کالسکه به نوعی روانکاری نیاز دارند تا سایش ناشی از اصطکاک را کاهش دهند.
روانکردن پیچ های سرب (معمولاً در محور Z) نیز توصیه می شود اگرچه غالباً از آن چشم پوشی می شود.
انتخاب یک روان کننده
به معنای واقعی کلمه ده ها گریس مختلف وجود دارد، بنابراین مطمئن شوید که پیشنهادات سازنده پرینتر سه بعدی شما چیست.
با این اوصاف، روان کننده های رایج برای پرینترهای سه بعدی شامل گریس های لیتیوم سفید و روان کننده های خشک مانند سیلیکون و تفلون است.
بخاطر داشته باشید که WD-40 روان کننده نیست! استفاده از آن روی میله ها و ریل های خطی حتی می تواند روان کننده را از بین ببرد.
انجام دادن این وظیفه می تواند منجر به موارد زیر شود:
- سر و صدای زیاد
- خطوط لایه روی شی چاپ شده
- موتورهای استپر بیش از حد گرم می شوند
تزار کردن کشش تسمه

اکثر پرینترهای سه بعدی حداقل در دو محور از تسمه تایم استفاده می کنند.
تسمه های سبک حرکت را بسیار کارآمد منتقل می کنند اما باید درست کشیده شوند.
اگر خیلی شل باشند، تسمه می تواند شل شود و حتی دندانها را از بین ببرد.
بعلاوه ، آنها با تغییرات ناگهانی سرعت و جهت، با تخریب کیفیت سطح به ویژه در سرعت چاپ بالاتر یا در تنظیمات سنگین تر، مانند اکسترودرهای درایو مستقیم، واکنش خوبی نشان نخواهند داد چون خیلی محکم هستند و موتورها تحت فشار قرار می گیرند و بیش از حد گرم می شوند.
تنظیم کشش تسمه
تسمه های تایمینگ مورد استفاده در پرینترهای سه بعدی رومیزی معمولاً از لاستیک ساخته شده و گاهی با فایبرگلاس یا استیل تقویت می شوند.
صرف نظر از ساخت ، آنها در نهایت تنگی را از دست می دهند و نیاز به تنظیم دارند.
برای کمک به این موضوع ، برخی از تولیدکنندگان ، مانند Prusa ، راهنماهای کششی را ارائه می دهند.
بسیاری از پرینترهای سه بعدی دسک تاپ دارای مکانیزم کشسان تسمه داخلی هستند که استفاده از آنها کاملاً ساده است و معمولاً به یک تنظیم پیچ ساده نیاز دارند.
انجام دادن این وظیفه می تواند منجر به موارد زیر شود:
- تغییر لایه
- مشکلات واکنش
- چاپهایی با ابعاد نادرست ، بزرگتر یا کوچکتر از آنچه که باید باشد
مراقبت از نازل

توجه ویژه ای به نازل چاپگر خود داشته باشید. این بخش یکی از مهمترین قسمتهای چاپگر ۳D FDM است .
حتی بدون گرفتگی ، نازل به دلیل اینکه در قسمت خارجی است می تواند کاملاً کثیف شود. که این مسئله می تواند به طور بالقوه چاپی را با حباب خراب کند.
همچنین فضای اتاق را با آن بوی پلاستیکی سوخته وحشتناک پر کند.
تمیز کردن دوره ای نازل
سعی کنید نازل را تا حد ممکن تمیز نگه دارید. آن را گرم کرده و با استفاده از برس سیمی تمام پلاستیک های ذوب شده و ذوب نشده را که روی چاپ های پی در پی جمع شده است از بین ببرید.
از انبرهای کوچک یا پارچه های ضخیم نیز می توان استفاده کرد ، فقط بسیار مراقب باشید که خود را نسوزانید.
در حالی که در این کار هستید ، بلوک بخاری را نیز تمیز کنید و شاید فکر کنید که یک پوشش سیلیکونی به آن اضافه کنید.
توجه: اگر از برس سیم استفاده می کنید، توصیه می شود چاپگر خود را خاموش کنید .
زیرا فلز اضافی می تواند باعث ایجاد خرابی بین اجزای سازنده شود. (حتی گزارش هایی مبنی بر اینکه برخی از آنها به صفحه اصلی آنها آسیب می رسانند)
بستن
گاهی اوقات نازل فقط تا حدی مسدود است و بستن آن کمی دشوارتر است.
متناوباً ، می توانید دمای نازل را تا آنجا که ممکن است بالا ببرید و از طریق برخی رشته های با دمای بالا مانند ABS یا PETG تغذیه کنید.
نکته آخر اینکه ، تعویض رشته ای مناسب بسیار طول می کشد.
برای جلوگیری از گرفتگی، همیشه بخاطر داشته باشید که دمای نازل را با توجه به ماده ای که بالاترین دمای چاپ را دارد تنظیم کنید.
انجام ندادن این وظیفه می تواند منجر به موارد زیر شود:
- مسائل اکستروژن ، مانند زیر اکستروژن و بیش از حد اکستروژن
- گرفتگی و چسبیدن
- حباب و زیت
بررسی بسترهای نرم افزاری
چسبندگی مناسب لایه اول از اولویت های اصلی چاپ سه بعدی FDM است.
بدون این چسبندگی ، قطعات می توانند از چاپ میانی جدا شوند و گوشه ها ممکن است تار شوند.
به خصوص هنگام چاپ مواد حساس به دما مانند ABS. صرف نظر از استراتژی استفاده شده برای چسباندن چاپ روی تخت ، حتماً آن را تا حد ممکن تمیز نگه دارید.
گرد و غبار و آلودگی به راحتی جمع می شود و حتی روغن های آلی موجود در نوک انگشتان ما برای از بین بردن چسبندگی پلاستیک کافی است.
برای تخت های شیشه ای ، تمیز کردن الکل مانند IPA توصیه می شود.
استفاده از چسب های برچسبی راه حل رایج است، اما می تواند در لایه های ضخیم تجمع یابد.
و شما را ملزم به تراشیدن و شستن صفحه ساخته شده با صابون در یک ظرفشویی می کند.
برای کسانی که از نوار یا برچسب چسب مخصوص استفاده می کنند، آسیب را بررسی کرده و در صورت لزوم آنها را تعویض کنید.
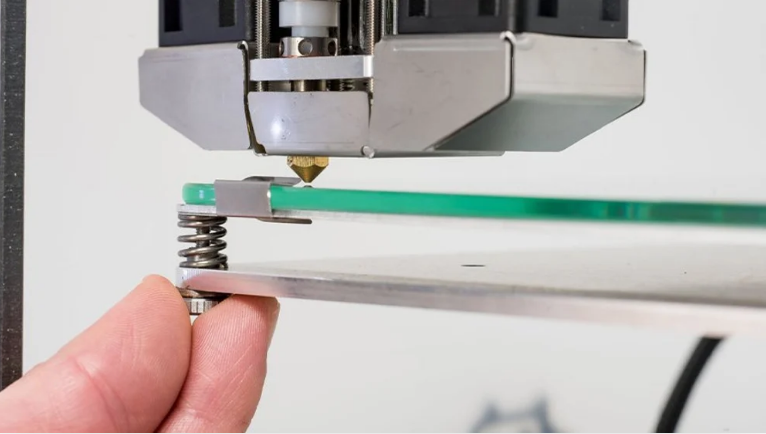
بستر چاپ
پس از تمیز شدن ، اطمینان حاصل کنید که بستر یکنواخت است.
برای کسانی که از مواد انقباضی حرارتی بالا مانند نایلون یا PC استفاده می کنند، شاید ورق های PEI یا یک سخت افزار ارتقا یافته مانند یک تخت گرم جدید جدید مناسب باشد.
انجام ندادن این وظیفه می تواند منجر به موارد زیر شود:
- تاب خوردن
- لایه های اول ناهموار
- چسبندگی لایه اول ضعیف است
مراقبت از فیلامنت

بسته به نحوه ذخیره قرقره ها یا مدت زمانی که در چاپگر نشسته است، ممکن است ذرات ریز گرد و غبار روی فیلامنت جمع شوند.
این ذرات می توانند آنقدر ریز باشند که غالباً مورد توجه قرار نگیرند ، اما می توانند به همان اندازه روی چاپ و نازل شما تأثیر بگذارند.
ذخیره سازی مناسب ممکن است فقط همان چیزی باشد که برای جلوگیری از تجمع ذرات لازم است.
محافظت در برابر رطوبت یک امتیاز اضافی است.
فیلترهای گرد و غبار
برای رشته هایی که از قبل درون دستگاه قرار گرفته اند، گرد و غبار می تواند خیلی سریع جمع شود.
مخصوصاً در محیط فروشگاه یا چاپگرهای سه بعدی که کنار CNC نشسته اند. فیلترهای رشته ای اسفنجی به اصطلاح، که قبل از اکسترودر به رشته متصل می شوند، می توانند با عبور رشته ، گرد و غبار را بگیرند.
فیلترها DIY هستند و مدلهای زیادی در Thingiverse موجود است.
برخی از کاربران حتی کمی روغن به اسفنج ها می زنند تا رشته های سفت تری مانند PLA را در تنظیمات طولانی Bowden روغن کاری کنند.
در مورد کارایی این فیلترهای روغن بحث زیادی وجود دارد.
بنابراین در نظر بگیرید که یک فیلتر گرد و غبار به چاپگر خود اضافه کنید.
فقط بخاطر داشته باشید که اسفنج را به عنوان بخشی از برنامه نگهداری پیشگیرانه خود تمیز و جایگزین کنید.
انجام ندادن این وظیفه می تواند منجر به موارد زیر شود:
- گرفتگی و چگالی نازل
- جمع شدن اصطکاک بر روی لوله های Bowden
- رشته ای به دلیل رشته های پر از رطوبت
انجام تنظیمات
بسیاری از کارهای تعمیر و نگهداری پیشگیرانه ای که تاکنون تحت پوشش قرار گرفته اند، شامل جدا کردن و انجام تنظیمات هستند.
مرحله آخر این است که مطمئن شوید دستگاه کار می کند و به خوبی کار می کند.
اگر اطمینان دارید که همه چیز در وضعیت مطلوبی قرار دارد ، با یک چاپ ساده مانند مکعب کالیبراسیون XYZ شروع کنید.
انجام تنظیمات یک روش خوب برای بررسی چسبندگی و کیفیت سطح بستر است و در عین حال به شما امکان می دهد سایر موارد را نیز تنظیم کنید.
اگر مدت طولانی از آخرین کالیبراسیون کامل شما گذشته است، پیشنهاد ما بررسی یک فرآیند کالیبراسیون کامل، از جمله مراحل اکسترودر در هر میلی مترمی باشد.
با چاپ ۳D Bench خوب قدیمی، کالیبراسیون خود را نهایی کنید.
چاپ را از نظر کیفیت، دقت، تمیزی و سایر مشخصات توصیف شده در وب سایت رسمی آنها بررسی کنید.
انجام ندادن این وظیفه می تواند منجر به موارد زیر شود:
- چاپ با کیفیت پایین
- مسائل اکستروژن ، مانند زیر اکستروژن و بیش از حد اکستروژن
- گرم شدن بیش از حد
در ادامه در مقاله بعدی اقدامات برنامه ریزی شده برای تعمیرو نگهداری پرینتر سه بعدی شرح داده می شود.
[…] هنگام انجام کارهای تعمیر و نگهداری پیشگیرانه که در مقاله قبلی بیان شد، تعویض نازل را انجام […]