






راهنمای عیب یابی مشکلات رایج پرینت سه بعدی
در این مقاله به بیان مشکلات رایج در پرینت سه بعدی پرداخته می شود، برای تمام مشکلات مطرح شده، راه حل نیز بیان می شود.
مشکلات پرینت سه بعدی
مشکلات رایج برای دو نوع پرینت سه بعدی FDM. SLA به صورت زیر دسته بندی شده اند:
مشکلات پرینت سه بعدی FDM
- هیچ چیز چاپ نمی شود
- چاپ ناموفق
- چاپ بد به نظر می رسد
- موارد دیگر
مشکلات رایج پرینت سه بعدی SLA
- هیچ چیز چاپ نمی شود
- چاپ ناموفق
- چاپ بد به نظر می رسد
مشکلات مربوط به چسبندگی بستر چاپ ، پشتیبانی ناموفق و موارد مشابه فقط مربوط به FDM نیستند ، این مشکلات در پرینت با SLA نیز مشاهده می شوند.
مشکلات پرینت سه بعدی FDM
Out of Filament
مشکل چاپ سه بعدی چیست؟
با وجود اینکه مدل در نرم افزار برش به درستی تنظیم شده است، اما در خروجی چیزی پرینت نمی شود.
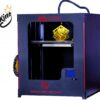
با این حال ، همانطور که ممکن است هنگام ارسال مکرر چاپ به چاپگر ، هنوز اتفاقی نیفتد، بیرون آمدن غیرعادی رشته ، اتفاق می افتد.
مشکل دیگر این است که اکستروژن رشته متوقف می شود اما نازل به چاپ خود در هوا ادامه می دهد.
چه چیزی باعث این مشکل می شود؟
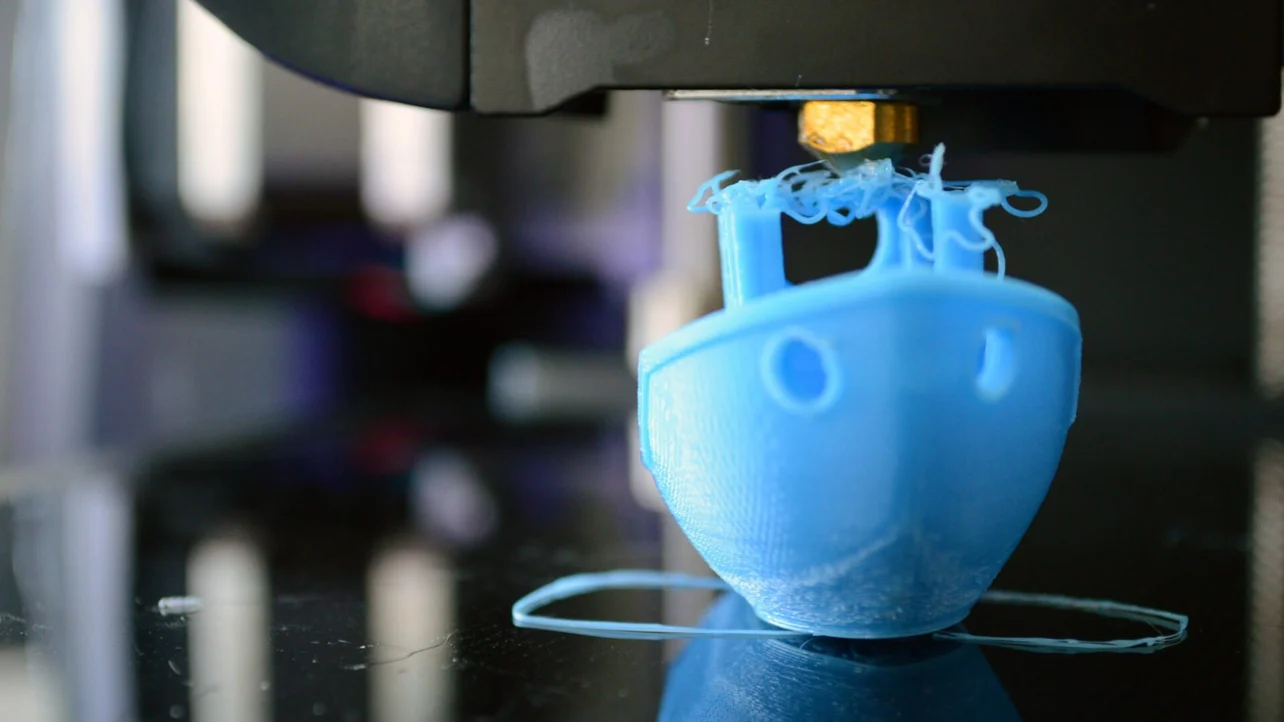
این یک مشکل واضح است که در بسیاری از پرینترها مانند دستگاه های سبک Prusa i3 که نمای کاملی از حلقه فیلامنت وجود دارد، غیرقابل قبول است.
اما در چاپگرهای دیگر مانند XYZ DaVinci ، Cel Robox و Ultimaker ، این مسئله همیشه بلافاصله قابل مشاهده نیست.
این چاپگرها و بسیاری از چاپگرهای دیگر یا رشته را در طراحی چاپگر قرار می دهند، یا رشته در پشت پنهان می شود.
البته ، بعضی از چاپگرها از قرقره های هوشمندی استفاده می کنند که داده ها را به نرم افزار باز می گردانند و در صورت نزدیک بودن یا کمبود حلقه رشته، این مسئله مشخص می شود.
در همه موارد ، به خصوص با سیستم های اکستروژن به سبک Bowden ، شما مجبورید برخی از رشته های باقیمانده را استخراج کرده و سپس در مواد تازه ازآن ها استفاده کنید.
راه حل این مشکل
حلقه فیلامنت را بررسی کنید. به حلقه رشته نگاه کنید و ببینید آیا رشته ای باقی مانده است.
Nozzle Too Close to Print Bed

مشکل چاپ سه بعدی چیست؟
علی رغم بارگذاری رشته و حرکت سر چاپ بدون مشکل ، هیچ رشته ای روی بستر چاپ رسوب نمی کند.
چه چیزی باعث این مشکل می شود؟
ممکن است نازل شما خیلی به بستر چاپ نزدیک باشد.
اگر به نوعی بستر چاپ خود را فقط به میکرون از دهانه نازل تنظیم کرده اید، بعید است که رشته ذوب شده جایی برای فرار داشته باشد.
در بهترین حالت چاپ شما لایه های اول خود را از دست می دهد و پس از خارج شدن رشته ، احتمال نچسبیدن بیشتر است.
بدترین حالت ، شما در قسمت داغ خود از رشته ذوب شده پشتیبان تهیه می کنید، احتمالاً منجر به انسداد می شود.
راه حل این مشکل
- تنطیم ارتفاع محورZ
معمولاً کمی بالا بردن مشکل ارتفاع نازل را حل می کند.
اکثر پرینترهای سه بعدی در تنظیمات سیستم به شما امکان می دهند که یک محور Z را تنظیم کنید.
برای بلند کردن نازل از بستر چاپ ، باید افست را به مقدار مثبت برسانید.
فاصله منفی کمک می کند تا چاپ های شما به بسترچاپ نچسبد.
- کاهش ارتفاع بستر چاپ
می توانید با پایین آوردن بستر چاپ مشکل را حل کنید.
اگرچه حل این مشکل کمی دردسر دراد ، زیرا شما نیاز به کالیبراسیون مجدد و تنظیم سطح بستر برای چاپهای یکنواخت دارید.
Blocked Nozzle
مشکل چاپ سه بعدی چیست؟
شما پرینت را شروع می کنید اما هر چه تلاش می کنید ، چیزی از نازل خارج نمی شود.
با استخراج رشته و قرار دادن مجدد دستگاه پرینتر به درستی عمل نمی کند.
چه چیزی باعث این مشکل می شود؟
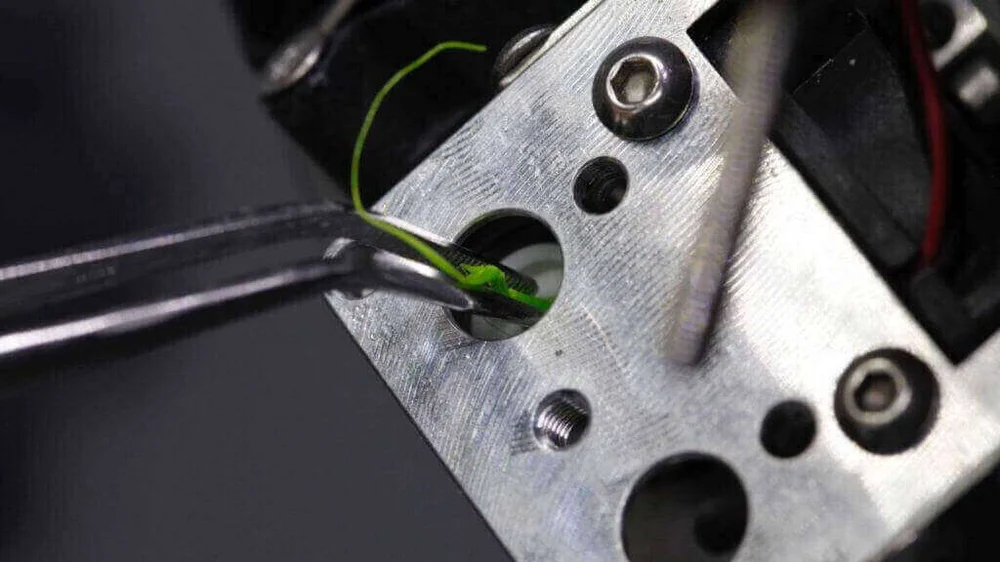
یک قطعه کوچک رشته پس از تعویض قرقره در نازل باقی مانده است ، اغلب به این دلیل که رشته در انتها جدا شده است.
وقتی رشته جدید بارگیری می شود ، قطعه رشته قدیمی که در نازل باقی مانده است ، اجازه نمی دهد رشته جدید از داخل عبورکند.
کمی تعمیر و نگهداری چاپگر می تواند کمک زیادی به کاهش احتمال بروز مشکل مانند نازل مسدود شده بر روی اکستروژن شما کند.
در حقیقت شما اغلب مشاهده می کنید که قبل از حتی مسدود شدن ، یک رشته کربن دار قدیمی در داخل نازل شما وجود دارد.
بریدگی های کوچک در دیواره های خارجی ، انبوهی از رشته های تیره ، یا تغییرات کوچک در کیفیت چاپ در بین مدل ها مواردی هستند که اغلب نادیده گرفته می شوند.
این نقایص اغلب به سادگی با تغییرات ناچیزی کاهش داده می شود.
یک روش تمیز کردن معروف به Atomic Pull یا Cold Pull که در ادامه جزئیات آن را شرح داده می شود می تواند این مشکل را حل کند.
به عنوان مثال اگر مرتباً از PLA به ABS بروید با این مشکل مواجه می شوید.
مقدار کمی PLA در نازل باقی مانده و آن را بیش از نقطه ذوب طبیعی گرم می کنند.
به همین ترتیب ، اگر بین فیلامنت ABS و Nylon جابجا شوید دوباره شاهد چیزی مشابه خواهید بود.
معمولاً هنگام تغذیه رشته جدید ، یک تکه دود ظاهر می شود.
رفع انسداد با سوزن
رفع انسداد می تواند یک فرآیند سریع و آسان باشد.
با برداشتن رشته شروع کنید.
سپس با استفاده از صفحه کنترل چاپگر خود (در صورت وجود) تنظیمات “نازل گرم کردن” را انتخاب کرده و تا نقطه ذوب رشته گیر کرده افزایش دهید.
روش دیگر ، چاپگر خود را به رایانه ای متصل کنید که دارای نرم افزار کنترل سازگار است و با استفاده از آن نازل را گرم کنید.
برای PLA دما را روی ۲۲۰ درجه سانتیگراد تنظیم کنید هنگامی که نازل به دمای صحیح رسید ، از یک سنجاق کوچک برای ایجاد سوراخ استفاده کنید (مراقب باشید انگشتان خود را نسوزید).
اگر نازل شما ۰.۴ میلی متر باشد ، شما به یک پین کوچکتر نیاز دارید.
فشار بر روی رشته قدیمی
اگر متوجه شدید که نازل هنوز مسدود شده است، ممکن است بتوانید رشته را با یک رشته دیگر از داخل آن عبور دهید.
مانند قبل رشته را از بین ببرید و سپس لوله تغذیه را از سر چاپ خارج کنید.
انتهای داغ را برای دمای ۲۲۰ درجه سانتیگراد گرم کنید و سپس با استفاده از یک قطعه رشته دیگر ، این قسمت را از بالا فشار دهید تا رشته گیر شده در نازل را به بیرون فشار دهید.
معمولاً اگر رشته جدید موفق به رفع انسداد نشده باشد، فشار اضافی که می توانید با دست وارد کنید ممکن است فقط کار را انجام دهد.
اما به سختی فشار ندهید زیرا می توانید میله های چاپگر افقی را خم کنید.
پس از پاک شدن انتهای آن ، از یک سوزن برای فشار دادن نازل و یک برس برای تمیز کردن بیش از حد رشته استفاده کنید.
The Atomic Pull
- انتخاب فیلامنت
برای این کار می توانید از ABS یا Nylon استفاده کنید ، اما با گذشت زمان متوجه شدیم که بیشترین نتایج مطابق با نایلون به دلیل نقطه ذوب بالاتر است.
رشته نیز شکل خود را به مراتب بهتر حفظ می کند.استفاده از ABS شایع تر است.
- برداشن فیلامنت
با برداشتن رشته ای که از قبل در چاپ وجود دارد ، به روش معمول پرینت خود شروع کنید. سپس لوله Bowden را بردارید یا درایو مستقیم را رها کنید ، تا وقتی زمان آن فرا رسید ، می توانید رشته را به صورت دستی بردارید.
- افزایش دمای نازل
دمای نازل را برای فیلامنت ABSبه ۲۴۰ درجه افزایش دهید.
اما اگر از نایلون استفاده می کنید ، دمای نقطه ذوب بسته بندی را بررسی کنید.
بدون فشار دادن رشته به مدت ۵ دقیقه آن را در این دما بگذارید.
- فشار دادن فیلامنت
به آرامی فشار دهید تا رشته شروع به بیرون آمدن از نازل کند.
آن را کمی عقب بکشید و دوباره به عقب فشار دهید تا زمانی که از نازل شروع به جریان کند.
- کاهش دمای نازل
دما را به ۱۸۰ درجه برای ABS یا ۱۴۰ درجه برای نایلون کاهش دهید .
چاپگر را به مدت ۵ دقیقه در این دما بگذارید.
- بیرون آوردن فیلامنت
رشته را از سر خارج کنید.
وقتی به انتها نگاه می کنید باید در انتها مقداری ماده گازدار سیاه مشاهده کنید.
این کار را تکرار کنید تا تمیز شود.
اگر رشته از نازل کشیده نمی شود ، hot end را کمی افزایش دهید.
راه حل های مشکل پرینت سه بعدی: نازل مسدود شده
- نازل را گرم کرده و با سوزن تمیز کنید
- لوله فیدر را بردارید و سعی کنید رشته را با یک تکه رشته دیگر فشار دهید
- انتهای گرم را برداشته و ببینید آیا می توانید انسداد رشته را خارج کنید
- روش Cold Pull را امتحان کنید