آموزش تعویض نازل پرینتر سه بعدی
آموزش تعویض نازل پرینتر سه بعدی
آموزش تعویض نازل پرینتر سه بعدی :

در این آموزش چگونگی تعویض نازل پرینترهای سه بعدی را توضیح میدهیم:
منظورمان از نازل، سری فلزی انتهایی است که حرارت میبیند. بنابراین با توجه به نوع چاپ قادر خواهید بود
که شماره های بالاتر یا کمتر نازل را استفاده کنید. سر نازل قیمت چندانی ندارد و عملیات تعویض نیز وقت زیادی از شما نمیگیرد.
در اغلب پرینترها، نازل پیشفرض ۰٫۴ میلیمتر میباشد. اما اگر قطعه خیلی بزرگی را بخواهید با این شماره نازل پرینت کنید،
زمان بیشتری طول خواهد کشید. پس استفاده از نازلهای بزرگتر مثل ۰٫۸ یا ۱ میلیمتر در زمان چاپ صرفه جویی میکند.
نازل بزرگتر به معنی shell و infill و ضخامت لایه بالاتر میباشد. نازل بزرگتر برای حجمهای جامد (solid) مناسبتر است
چون حجمهای توخالی و پر را با دیواره ضخیمتری در زمان کمتری چاپ کرده و مدل شما محکمتر به نظر میرسد.
ابزارهای مورد نیاز جایگزینی نازل چاپگر سه بعدی:
- نازلهای اضافه با شماره متفاوت
- سرمته مینیاتوری نازل
- انبردست و آچار سرپیچ
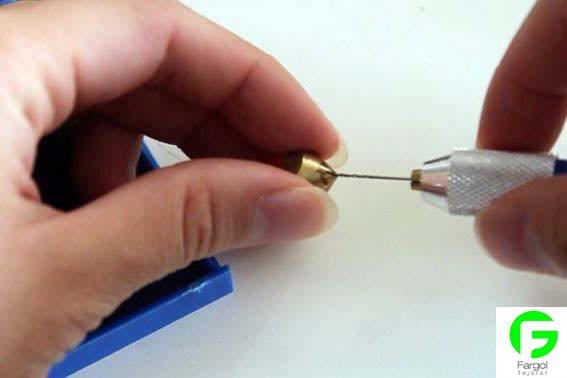
۱- سرمته نازل:
به آرامی جعبه حاوی سرمته ها را باز کنید، اینطوری خیالتان راحت است که آنها به بیرون پرتاب نمیشوند تا آسیب دیده
یا شماره نازل آنها را گم کنید (برخی سرمته ها فاقد لیبل مشخصات روی خود هستند، بنابراین مجبور میشوید با کولیس دیجیتالی اندازه آنها را بدست آورید).

حالا باید قطر نازل خود را انتخاب کنید. شماره های ۰٫۸ یا ۱ میلیمتر استفاده عمومیتری دارند،
زیرا پرینتر مجبور نخواهد شد دیواره های خارجی را دوبار طی مسیر کند.
نکته: سرمته های نازکتر از قطر نازل برای تمیز کردن نازل کارکرده به کار میروند.
برای شروع سرمته را به دسته آن وصل کنید. سرمته را کاملاً در امتداد سوراخ نازل قرار دهید.
کمی فشار دهید و سپس دسته سرمته را بچرخانید تا به داخل نازل فرو رود. دقت کنید که این کار باید به آسانی انجام شود.
۲– جابجایی نازل پرینتر سه بعدی و تغییر تنظیمات نرمافزار Slicer:
تعویض سرنازل نیازمند خارج کردن کامل فیلامنت از چاپگر سه بعدی نیز میباشد. باید هنگامی که نازل هنوز گرم است
آنرا با اچار مخصوص خارج کنید. گاهی اوقات به انبردست یا ابزارهای دیگر برای نگه داشتن قسمتهای دیگر،
هنگام خارج سازی احتیاج خواهید داشت.
نازل جدید را میشود هنگامی که دستگاه خیلی گرم نیست با دست جا انداخت و سپس بوسیله آچار سفت کرد.
نکته: با توجه به دستورالعمل سازنده پرینتر سه بعدی، عملیات تعویض نازل را به دقت انجام دهید تا به دستگاه صدمه نزنید.
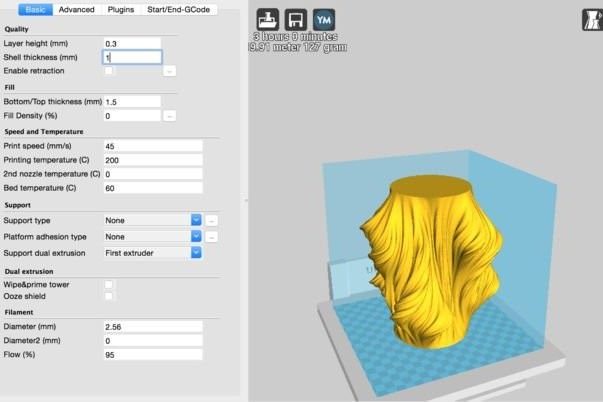
حالا باید تنظیمات نرمافزار اسلایسینگ را اصلاح کنید. تغییرات شامل قطر نازل، shell thickness
و layer height میباشد. پرینت سه بعدی با ارتفاع لایه ۰٫۳ یا ۰٫۴ میلیمتر به راحتی انجام میپذیرد.
در عکسی که تنظیمات نرمافزار Cura را نشان میدهد، یک گلدان بزرگ Virtox’s Julia در مدت سه
ساعت با پرینتر سه بعدی ultimaker با ضخامت shell برابر ۱ چاپ شده است.
در حالت عادی با نازل نازکتر، زمان چاپ ۵ ساعت و ضخامت لایه نیز کمتر میشد.

نکته: اگر infill نیز در پرینت سه بعدی شما مهم محسوب میشود، افزایش قطر نازل، منفعت زمانی بیشتری
نصیبتان خواهد کرد. نازل ضخیمتر باعث کاهش ۷۵ درصدی print job با حداقل infill بیست درصدی میشود.
این مسلم است که فرم هندسی مدلی که میخواهید پرینت سه بعدی کنید، تأثیر عمیقی در شرایط چاپ دارد؛
نازل ضخیم در برخی فرمها محدودیت دارد و چندان تغییری در شرایط بوجود نخواهد آورد.
دقت کنید که در شماره های بالای نازل نیاز به تنظیمات دمایی و سرعت چاپ مناسب دارید. طبق تجربه،
نازل اندازه ۱ میلیمتر به بالا تغییرات شدیدتری را در این زمینه خواهد داشت. فرضاً در نازل ۱٫۵ میلیمتری،
اکسترودر پرینتر سه بعدی، با سرعت زیادی فیلامنت را خارج میکند طوری که مشکل خنک کردن لایه تکمیل شده قبل از شروع لایه جدید خواهید داشت. پس باید سیستم خنک کننده نازل را ارتقا دهید.